
")
Anomax réalise l’anodisation dure en milieu sulfurique de vos pièces en aluminium.
L’anodisation dure est réalisée en milieu sulfurique à basse température permettant de faire des couches d’oxyde d’alumine pouvant aller jusqu’à 50 microns selon les alliages et des duretés variant de 350 à 700 Vickers.
Grâce à l’anodisation dure nous améliorons les performances de l’aluminium avec une dureté Vickers (Hv : 0,025), une épaisseur de traitement d’alumine en microns (rayon) garantie une isolation électrique, un bouclier thermique et surtout une tenue à l’oxydation.
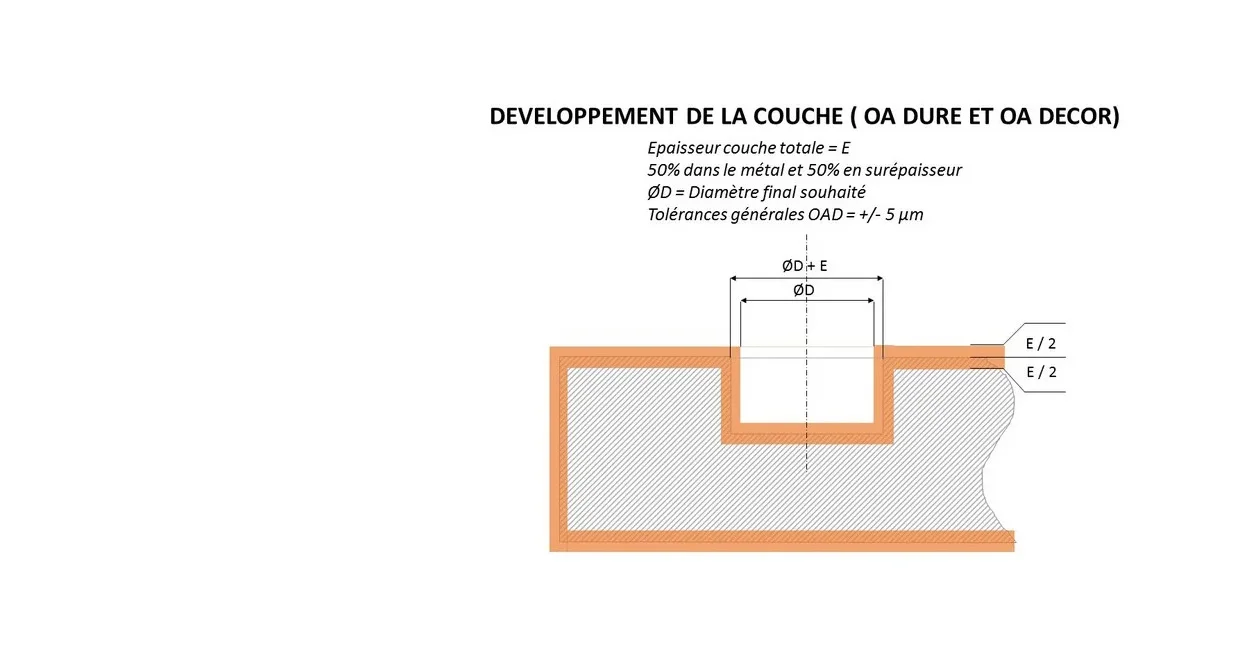
La répartition de l’épaisseur de l’OAD est de 50% dans la matière (sous-couche) et 50% en sur épaisseur.
Pour l’OAD nos cuves sont de Longueur x largeur x Profondeur : 1300x350x800
Propriétés transmises à la pièce d’aluminium après anodisation
Comme pour beaucoup d’autres métaux, afin d’améliorer ses caractéristiques, l’aluminium pur va être fusionné avec des minéraux comme le silicium pour améliorer sa coulabilité en fonderie, ou des métaux, comme le cuivre pour améliorer sa dureté et ses propriétés mécaniques.
En combinant ces alliages à un traitement de surface comme l’anodisation dure, on obtient des caractéristiques additionnelles ou de meilleures performances très substantielles :
- Isolation électrique (500 à 1000 volts selon l’alliage et les épaisseurs de couche)
- Résistance aux frottements avec un bon coefficient de glissement sous charge élevée
- Bouclier thermique
- Amélioration de la rigidité
- Résistance à la corrosion (au colmatage de sels de nickel, environ 300 heures)
- La couche d’oxyde dure se développe pour 50% en surépaisseur et pour 50% dans le métal
- Dans la mesure où la couche réalisée n’est pas un dépôt mais une couche de conversion de l’aluminium en alumine, elle ne provoque (quasi) aucune déformation géométrique des pièces, ni d’effets de pointes
- Des oxydes d’alumine se forment en surface en anodisation dure, il est nécessaire de tenir compte des variations de cotes des pièces lorsque vous établissez l’épaisseur voulue d’oxyde.
- Selon l’état de surface souhaité, après anodisation, une rectification de la couche permet d’obtenir le coefficient de rugosité souhaité.
Description développement couche anodique, Al2O3, oxydation anodique, protection anti-corrosion, calcul dimensionnel de la couche, intervalle de tolérance de l’anodisation, surépaisseur alumine, colmatage.
La dureté de l’aluminium est quintuplée selon le type d’alliage utilisé et la teneur de traitement réalisé. Ainsi vous obtiendrez de meilleures performances sur les alliages suivants : 2017 – 2024 – 2030 – 5083 – 5086 – 5754 – 6060 – 6061 – 6064 – 6082 – 6262 – 7005 – 7022 – 7049 – 7075. (liste non exhaustive)

Abaque des duretés théoriques HV Vickers des alliages d’aluminium, 2000, 5000, 6000, 7000, fonderie pour l’anodisation dure, mesure de micro-dureté supérieur à 200 HV Vickers, 400 HV Vickers, 500 HV Vickers, AS7G, 7075, 6082.
Les champs d’application de l’anodisation dure
Les applications de l’oxydation anodique dure sont multiples : automobile, mécanique générale et de précision, sports et loisirs, médical, aéronautique, connectique, défense, armement, ferroviaire, nucléaire et bien d’autres.
- Anodisation dure pour le secteur de l'aéronautique
- Anodisation dure pour le secteur de la connectique
- Anodisation dure pour le secteur de la défense et armement
- Anodisation dure pour le secteur du sport et loisirs
- Anodisation dure pour le secteur médical
- Anodisation dure pour le traitement des pièces en aluminium






Aspect de la pièce d’aluminium en anodisation dure
- L’aspect après traitement est brun
- La couleur des pièces dépend de l’alliage choisi, de l’épaisseur voulue et des paramètres de bain. La couleur de la pièce ne détermine pas l’épaisseur
- L’OA Dure se colore très bien en noir, les autres couleurs sont plus aléatoires du fait que le substrat soit foncé. La couleur naturelle de l’alumine étant foncée, seule une couleur plus foncée est compatible pour un rendu très esthétique. En savoir plus sur l’OAD noire.

Anodisation dure noire 30 microns µm, pour application automobile et aéronautique
Oxydation anodique dure
De manière générale, l’oxydation anodique dure est préconisée pour diminuer les sollicitations de friction. Il est à noter que l’oxydation anodique dure peut s’effectuer sur une pièce en épargnant certaines parties.
L’anodisation dure ou oxydation anodique dure (OAD) est la spécialité et le cœur de métier d’Anomax depuis plus de 20 ans avec près de 70% de son chiffre d’affaires auprès de nombreux marchés.
Pour le meilleur résultat en performance, nous vous conseillons d’être vigilant sur les alliages de la série 2000 (AU4G – AUPb) qui présentent des performances très limitées de dureté et donc un risque de destruction plus élevé de votre pièce en fonctionnement. En effet, les couches d’oxydation obtenues sur ces alliages sont très limitées. Le 2011 (AU5Pb – Bi) est de plus impropre à l’oxydation anodique dure.
Les autres alliages autorisent des épaisseurs de couches d’oxyde d’au moins 30% supérieures permettant d’améliorer d’autant les caractéristiques mécaniques. Les séries d’alliage d’aluminium 5000, 6000 et 7000 sont idéales pour des sollicitations et des utilisations les plus extrêmes pour ce type de matériau.
L’anodisation dure est plutôt adaptée aux alliages d’aluminium avec un maximum de 8% de silicium, 8% de magnésium, 15% de cuivre et 5% de zinc. L’alliage utilisé influe fortement sur le niveau de performance obtenu et l’aspect. Notamment pour les alliages élaborés par fonderie sous pression, les épaisseurs sont limitées et les couleurs d’aluminium ont un rendu moins noble que sur des pièces d’usinage.
Lorsque l’anodisation est réalisée sur le bon alliage, le résultat est magnifique et vos pièces sont prêtes à réaliser leur travail durablement selon leurs performances attendues !
Pour cela, tenez compte de la fonctionnalité de votre pièce pour choisir votre alliage d’aluminium ou contactez nous pour vous conseiller.
Nous réalisons de l’anodisation avec épargnes par vissage, bouchon ou masquage.

Anodisation décor noire de pièces pour l’automobile et l’aéronautique de 10 microns µm, 20 microns µm alliages de l’aluminium.