
La qualité chez Anomax commence dès le devis !
Anomax profite du renouvellement de sa certification ISO9001 : 2015 et de l’arrivée de nouveaux interlocuteurs sur la qualité – prix – délai de notre expertise, pour vous rappeler que la qualité chez Anomax commence dès le devis !
Des facteurs essentiels à la bonne réalisation de notre service dépend aussi des informations que vous nous fournissez et des opérations réalisées en amont du traitement sur vos composants. Nous avons identifié des « causes de non-conformité dues à une absence de consigne ou information du client ayant provoqué une non-conformité interne ou externe litigieuse » que nous appellerons par la suite « la source client ». Nous vous partageons le TOP 5 des raisons de source client que nous rencontrons et souhaitons avec votre concours réduire celles-ci en occurrences. A ce jour, la source client est la troisième cause de non-conformité au sein d’Anomax.
Au sommaire :
Raison N°1 : l’absence ou erreur de nuance (panachage) d’aluminium spécifiée
Raison N°2 : l’absence de zone d’attache (autorisée ou prohibée) spécifiée
Raison N°4 : des demandes de traitement en OAD sur des nuances d’aluminium en série 2000
Raison N°1 : l’absence ou erreur de nuance (panachage) d’aluminium spécifiée
Lorsque le client souhaite un traitement par anodisation de ses composants en aluminium, nous demandons systématiquement de quelle nuance d’aluminium il s’agit. En effet, chaque nuance d’aluminium est traitée selon une gamme de production spécifique. Des paramètres comme par exemple les temps d’immersion dans les bains seront très différents selon l’alliage.
Au final, si le composant est d’une nuance A et est traitée selon une gamme prévue pour une nuance B, les résultats seront visuellement inesthétiques ou très différents (pièce plus sombre ou plus claire selon la nuance).
Il est donc tout à fait normal que le client soit surpris du résultat ! Chez Anomax, nous avons pour pratique lorsque ce type de défaut apparaît de vous informer dès détection et de vous expliquer la provenance de ce défaut d’aspect pour ne pas le reproduire chez vous. Mais à ce moment-là il est déjà trop tard pour ce lot !
La meilleure des préventions :
Nous informer lorsque vous en êtes conscient, du panachage de nuances, nous pourrons ainsi réaliser une proposition cohérente et traiter les composants séparément selon la gamme adaptée. Ou si vous en avez la possibilité, d’usiner votre lot de composants selon une seule et même nuance d’aluminium. Nous pouvons vous conseiller dans le choix de ces nuances pour un résultat impeccable.
Exemple 1

Saurez-vous deviner quels sont les composants (pièces face à vous) qui ne sont pas de la nuance précisée par le client ? Et combien de nuances différentes sont a priori présentes ?
Exemple 2

Et sur cette production, combien de nuances différentes possibles selon vous ?
Raison N°2 : l’absence de zone d’attache (autorisée ou prohibée) spécifiée
Lorsque le client souhaite qu’un ou plusieurs de ses composants soit anodisé, quel que soit le type d’anodisation, il nous faut pouvoir attacher le composant sur nos outillages. Nous vous demandons alors si vous ne le précisez pas, la zone d’attache. Mais qu’est-ce que la zone d’attache et quelle est l’incidence de cette zone sur votre composant ? Cette zone d’attache est une zone de contact franc, par lequel nous allons transmettre l’intensité électrique, qui va permettre de créer la couche d’anodisation. On parle de contact franc, car le support va piquer, griffer au sein de la matière pour assurer une bonne conductivité électrique. Cela fait de petites marques, des petites entailles lorsque le composant peut être piqué, ou alors lorsque la pièce demande un contact plus important, des traces de « griffures ». Il arrive toutefois de pouvoir attacher les composants grâce à un taraudage (diamètres 3,4,6,8 et 10 millimètres principalement). Sans cela, le courant ne passe pas. Ou pire celui-ci va se concentrer sur le composant qui va littéralement fondre localement : nous parlerons de pièces « brûlées ». Il devient donc obligatoire d’accepter que localement, le composant aura une zone non anodisée (points de contact) avec des marques minimes faisant obligatoirement partie du process.
Il est donc absolument essentiel de préciser quelle zone d’attache vous autorisez, voire quelles zones sont totalement prohibées tout en pensant que la pièce doit pouvoir être maintenue ! Le mieux étant l’ennemi du bien, c’est aussi la latitude et le choix laissés dans la zone d’attache qui auront un impact majeur sur le prix du traitement. En effet, selon l’attache autorisée, dans un même bain et selon l’outillage adapté, le nombre de composants traité pourra varier du simple au double, comme le prix qui pourra demander deux passages de bain au lieu d’un seul.
La meilleure des préventions :
Nous informer des zones d’attache autorisées et/ou celles prohibées. Nous appeler si vous souhaitez avoir un conseil. A savoir qu’il nous est plus facile de vous proposer de nombreuses solutions d’attache compétitives sur des diamètres intérieurs (notamment sur des pièces de révolution creuses), ou fixés par vissage sur des trous taraudés pour des composants de grand dimensionnel. Ce seront par défaut notre choix en cas d’absence de réponse de votre part.

Raison N°3 : Nettoyage, nettoyage partiel ou absent de la pièce et ses cavités (de trous borgnes notamment)
Le traitement par anodisation standard s’entend sur pièces « sèches », autrement dit des pièces nettoyées, exempts de graisses, copeaux et huiles. Si vous commandez un traitement par anodisation standard et que vous livrez des pièces grasses, Anomax vous appellera pour vous préciser qu’un nettoyage chimique sera réalisé et donc valorisé en sus de votre commande. Ce nettoyage chimique a aussi ses limites : nous ne pouvons pas indéfiniment « nettoyer » un composant sans risquer sur la durée de dégrader le dimensionnel pièce. Nous recommandons à ce que vous assuriez un nettoyage particulier sur les trous borgnes où la quantité de graisse est persistante et peut laisser toutefois des traces résiduelles avec un nettoyage chimique.
Mais la qualité de votre nettoyage a aussi des effets. Frotter votre pièce pour en retirer l’excédent de graisse peut marquer votre pièce en surface. Certains produits utilisés laissent aussi des marques sur les composants (attaque chimique). Seul un nettoyage industriel saura vous prémunir de défauts visuels tels que des rayures ou des marques.
Exemple 1
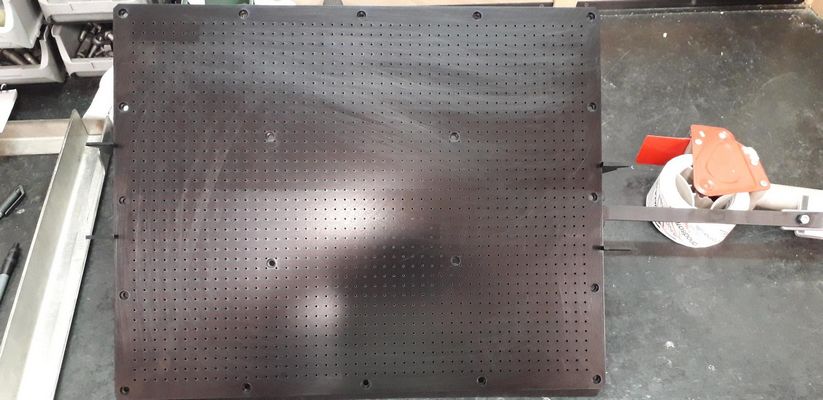
A votre avis, d’où proviennent les marques que vous distinguez sur ce plateau ?
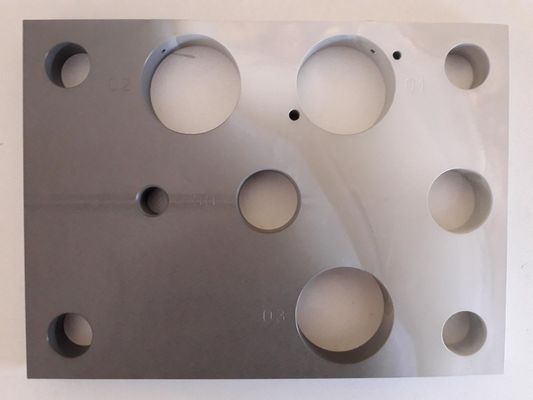
Exemple 2

D’où proviennent ces marques blanches que l’on distingue autour du perçage, saurez-vous le deviner ?
Raison N°4 : des demandes de traitement en OAD sur des nuances d’aluminium en série 2000
C’est un véritable dilemme entre l’usinage et l’anodisation : la nuance la plus adaptée pour l’usinage est celle qui l’est la moins pour l’anodisation : la série 2000. En effet, les risques de brûlure de la pièce y sont les plus fréquents et nombreux (surintensité provoquant potentiellement une déformation des composants), surtout lorsque l’on cherche à réaliser de l’anodisation dure sur ces composants.
La meilleure des préventions :
Anomax répond bien entendu favorablement à l’anodisation de composants en série 2000 sans pour autant vous garantir un résultat systématique. Si toutefois vous avez la capacité de choisir votre nuance, nous vous invitons à nous appeler pour vous prodiguer les meilleurs conseils selon les performances attendues.
Exemple
A votre avis, qu’est-il arrivé à cette pièce ? Et de quelle nuance ou série s’agit t’il ?
Raison N°5 : des opérations post-usinage et pré-traitement provoquant des défauts visuels post-traitement.
Souvent les composants que nous recevons sont visuellement acceptables. Puis après traitement, c’est la surprise : des défauts d’aspect sont révélés. Comment est-ce possible ? C’est « certainement la faute du traitement ! J ». D’une certaine manière, oui, le battement d’aile du papillon à l’usinage provoque un ouragan au traitement par anodisation. Explications. Le principe de l’anodisation transforme la couche superficielle de l’aluminium naturellement anodisé de quelques nanomètres à moins d’une dizaine à plusieurs dizaines de microns, globalement au maximum à l’épaisseur d’un cheveu humain. Le rapport d’augmentation de l’épaisseur est de l’ordre de 1000 à 5000. Cette transformation va agir comme un rapport grossissant (une loupe) la qualité de surface de l’aluminium et ne peut que dégrader cette surface en exagérant les défauts. Donc ce qui peut être invisible à l’échelle nanométrique se révèle à l’échelle micrométrique. Il n’est donc pas rare qu’une opération par exemple de rectification ait lieu en post-traitement pour améliorer l’état de surface final.
Il reste toutefois l’opération nécessaire pouvant générer aussi des défauts visuels : la logistique. Sans un bon conditionnement pour le transport en dehors de vos murs pour les confier à Anomax, le risque de rayures et de chocs est élevé. Ne sous-estimez pas pour autant la logistique interne : des contenants intermédiaires de qualité et des process assurant durant le flux dans les meilleures conditions de qualité est aussi tout essentielle.
La meilleure des préventions :
C’est bien le sujet le plus complexe, car il va dépendre de vos pratiques et de la préparation de vos pièces avant envoi chez Anomax. Soit vous acceptez le fait que vos composants puissent être inesthétiques, ce qui vous affranchit d’une surveillance et d’une qualité de process irréprochables. Soit, vous souhaitez de la qualité de A à Z et nous vous conseillons avec potentiellement notre concours de réaliser une analyse de risques sur votre process, ainsi que celui de vos fournisseurs avant traitement.


Pour conclure
Vous vous en êtes rendu compte : chaque détail compte ! Chez Anomax, nous aimons réaliser de belles pièces conformes du premier coup ! Nous vivons aussi mal que vous lorsque des composants ne sont pas à la hauteur de vos attentes, ainsi que de notre compétence et professionnalisme. Alors mieux vaut prévenir que courir, prenons le temps ensemble de définir et assurer toutes les conditions d’une bonne réalisation pour se rapprocher ensemble d’un résultat proche de l’excellence !
Dans vos demandes de devis puis vos commandes, nous vous conseillons donc de préciser en pleine conscience et systématiquement :
- La zone d’attache et un plan coté
- La nuance de chaque lot considéré
- La nécessité en cas de pièce grasse d’une préparation chimique (en sus du traitement)
- Et bien entendu le type de traitement et la plage d’épaisseur anodisée attendue.
Ces éléments permettront d’assurer au maximum une bonne prise en charge de vos composants.
Et protégez vos composants durant leur transport interne et externe.
Et si vous nous suivez dans notre quête d’amélioration continue, nous vous serons très reconnaissants si en plus des informations de base nécessaire au devisage, vous ajoutiez le poids unitaire et la surface mouillée par composant (surface traitée ou externe en dm²)
En vous remerciant de votre coopération à produire ensemble des composants anodisés de bonne qualité !
Franck – Responsable Qualité et Développement pour ANOMAX
Réponses aux questions
Raison N°1 :
- Exemple 1 : 4 composants ne sont pas de la nuance indiquée et il y a total 3 nuances différentes d’aluminium dans le lot de production.
- Exemple 2 : Au moins 3 nuances différentes sont présentes. Et la nuance qui a été spécifiée par le client représente moins de 50% du lot.
Raison N°2 :
- Exemple 1 : Ce ne sont pas des rayures dans le sens strict du terme. Ce sont des contacts francs dus à l’outillage, qui permet de maintenir le composant en place durant tout le process et de faire circuler le courant avec efficacité dans la pièce. L’attache se fait donc toujours sur une surface non fonctionnelle, idéalement non visible et donc non soumise à sollicitations que l’anodisation doit protéger la pièce.
Raison N°3 :
- Exemple 1 : il s’agit d’un nettoyage mécanique au chiffon qui est à l’origine de ces marques, des microrayures probablement dues à un chiffon souillé par des ou dont le textile est particulièrement abrasif.
- Exemple 2 : il s’agit d’un trou borgne qui « dégorge ». La pièce reçue n’arrive pas nettoyée et le trou borgne est potentiellement rempli ou partiellement remplir d’huile, de copeaux, de graisses. Un nettoyage chimique n’a pas eu raison de dissoudre tout le contenu du trou borgne qui s’est malheureusement vidé avant la coloration. La graisse s’est déposé sur la pièce, créant artificiellement une protection contre la coloration : à cet endroit le composant ne prend pas la couleur.
Raison N°4 :
- Exemple N°1 : Cette pièce a été brûlée, des nuances de couleurs du blanc au gris sont très caractéristiques (d’ailleurs souvent la planche est souvent blanchie). Le client demandait de l’anodisation dure sur un alliage d’aluminium 2017 (série 2000 donc). Le risque de brûlure était donc fortement probable.
Raison N°5 :
- Exemple 1 : un ébavureur qui ripe est si vite arrivé ! Le client après que nous ayons identifié cette rayure nous précise sa provenance, qui était surprenante malgré un conditionnement de qualité.
- Exemple 2 : Il s’agit d’un ponçage manuel. Sur pièce « brute », il est très difficile voire impossible de distinguer des défauts, le ponçage ne faisant que masquer ce que l’on souhaite atténuer : des rayures, des traces, etc. Si vous travaillez manuellement vos composants, il est fort probable que les défauts masqués soient révélés au moment de l’anodisation.